|
|
|
|
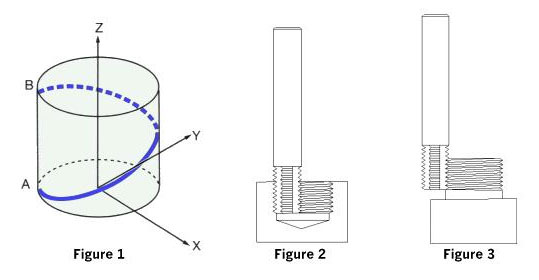
| Any three axis mill that is capable of helical interpolation can be used for threadmilling. Helical interpolation involves three axes moving simultaneously. Two axes, ‘X’ and ‘Y’, move in a circular motion while the ‘Z’ axis moves in a linear motion. For example, the path from point A to point B (Fig 1) on the periphery of the cylinder combines a circular movement in the ‘X-Y’ plane with linear movement along the ‘Z’ axis. The ‘X’ and ‘Y’ circular motion will determine the diameter of the thread. The ‘Z’ axis linear motion will cut the pitch (or lead) of the thread. |
How to Use Threadmills
|
To produce internal threads, drill the minor thread diameter to its appropriate size. The, position the threadmill to the required depth. Next, mill either the ‘X’ or ‘Y’ axis to the required thread pitch diameter. With small sized and with difficult-to-cut material, it may be necessary to remove the material in several passes. It is always best to "arc-in" and "arc-out" when threadmilling. Any "arc-in" and "arc-out" movements must have a corresponding ‘Z’-axis motion during the ‘X-Y’ circular moves. For example, if the "arc-in" is over 90 degrees, the ‘Z’-axis departure must be ¼ of the thread pitch. (90 degrees is 1/4 of a circle). A right-hand thread is produced by orbiting in a counterclockwise direction while bringing the ‘Z’-axis up one pitch per 360 degrees. A left-hand thread is produced by orbiting in a clockwise direction while bringing the ‘Z’ axis up one pitch per 360 degrees. The entire process can be achieved by interpolating in a downward direction and reversing the orbit direction. External threads must have the major diameter milled to size before the threadmill is used. Right-hand threads are cut by interpolating up and in a counterclockwise direction. The same threads can be cut by interpolating down and changing the orbit direction. NPT threads are usually produced while interpolating the tool in a downward direction. Since these tools are crest cutting, it is not absolutely necessary to ream the internal minor diameter or mill the external diameter to size. However, it is highly advisable to do so since the tools will have much less material to remove. If the tool is to be interpolated in an upward direction, spiral interpolation must be used. The same SFM can be used for threadmills as for endmills of the same size. The feed rate must be slower, however, since threadmilling often involves unfavorable length-to-diameter ratios. Also, keep in mind that the threadmills have more surface area contact than an endmill of equal length. Most CNC mills are programmed in inches per minute, which is applied at the centerline of the spindle. In internal applications, the outside diameter of the tool will be traveling faster than the centerline of the tool. The reverse is true for external applications. It is best to start out conservatively with feed rates and the number of passes required and adjust upward per good machining practice. |
